


Производство памятников. Формы для памятников из бетона
На рынке предлагается различные формы для памятников. Жесткие - стеклопластиковые и полипропиленовые. Относительно гибкие - пластиковые формы для памятников - обычно изготавливаются из листовых пластиков толщиной от 2 до 4 мм. Существуют свои особенности в работе с жесткими и относительно гибкими формами. У жесткой формы для памятников есть только одно явное преимущество - они не требуют изготовления жесткой опалубки перед заливкой. Но при этом есть два крупных недостатка - высокая цена, что не дает возможность производителю предложить большой ассортимент памятников и сопутствующих изделий на момент организации производства. Второй недостаток связан с тем, что памятники из бетона как правило имеют сложный рельеф, узоры и значительные перепады на плоскости, так как именно это выгодно отличает их на фоне гранитных или мраморных памятников. В работе с жесткими формами все эти элементы практически невозможно распечатать без повреждений, так как из жесткой формы памятники выбиваются и даже при значительной выдержке бетонного изделия в форме мелкие детали на поверхности не выдерживают такой грубой распалубки.
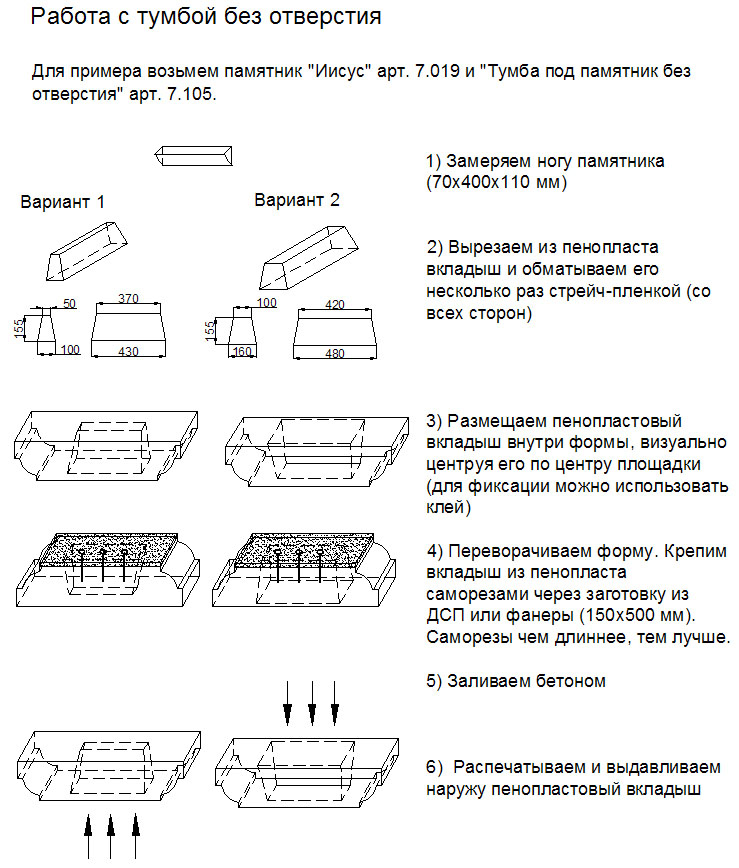
У пластиковых по сравнению с жесткими формами в качестве недостатка выступает необходимость изготовления опалубки, но явными достоинствами является низкая стоимость и возможность бережной распалубки без деформации самого бетонного изделия, а также то, что памятники получаются рельфеными, со сложными узорами и перепадами. Пластиковые формы. Специфика работы с памятниками В первую очередь рассмотрим изготовление стелы или самого обелиска. Если изделие плоское, а рельеф незначительный (не превышает 1,5 см) достаточно сформировать каркас вокруг формы, который бы выполнял функцию поддержки в отношении бортов и плоскости. Рассмотрим работу по изготовлению опалубки поэтапно: В первую очередь рассмотрим изготовление стелы или самого обелиска. Если изделие плоское, а рельеф незначительный (не превышает 1,5 см) достаточно сформировать каркас вокруг формы, который бы выполнял функцию поддержки в отношении бортов и плоскости. Рассмотрим работу по изготовлению опалубки поэтапно:1. Переворачиваем форму тыльной стороной на себя. 2. Накрываем его стрейч-пленкой с целью защиты поверхности формы. 3. Формируем жесткий каркас вокруг памятника (ящик с высотой до максимальной точки на форме). 4. Заполняем пустоты между стенками ящика и формой кусками жесткого экструдированного пенопласта. 5. Объединяем элементы пенопласта, ящик, а также заполняем мелкие пустоты между формой и пенопластом с помощью монтажной пены с наименьшим расширением. 6. Дополнительно после нанесения пены смачиваем её водой из пульверизатора с целью предотвращения её излишнего расширения. 7. Ждем окончания полимеризации пены. 8. На следующий день убираем излишки, выравнивая плоскость относительно стен ящика. 9. Формируем для ящика жесткое дно. Делаем ручки. 10. Вынимаем форму. Удаляем неприклеившуюся стрейч-пленку. Съемная опалубка для производства памяников готова. Она же используется для хранения памятника до набора распалубочной прочности. Теперь рассмотрим как изготавливаются каблуки для памятников, либо универсальные цветники, совмещенные с каблуком. Специфика изготовления каблука связана с тем, что в нем нужно запланировать отверстие, необходимое для монтажа. В форме данное отверстие отсутствует, если высота каблука превышает 6 см. В том случае, если на форме нет соответствующего пластикового углубления, необходимо самостоятельно изготовить заготовку, которая его сформирует. Подобный элемент чаще всего изготавливают из пенопласта. Советуем вам придерживаться следующих принципов при его изготовлении: нужно предусмотреть уклоны для беспрепятственной распалубки; высота должна превышать высоту самого каблука; перед монтажом необходимо обернуть пенопластовый вкладыш стрейч-пленкой, чтобы изолировать его от бетона во время заливки. Соблюдение данных принципов поможет вам в работе и сделает этот пенопластовый вкладыш многоразовым. Схема работы с тумбой без отверстия на примере памятника «Иисус». Можно выделить два листовых пластика, которые используются для производства форм для памятников из бетона. Чаще всего используется толстый пластик, толщина которого варьируется от 2-4 мм (пластик АБС). Второй вид пластика - это пластик ПВХ, его толщина незначительная (составляет всего 0,8 мм). Преимущество пластика ПВХ в том, что он дает идеально глянцевую блестящую поверхность бетонного памятника. При изготовлении жесткой опалубки для данного вида пластика необходимо обеспечить ему жесткую корку для рельефа до нанесения монтажной пены, так как давление при расширении монтажной пены слишком высоко и продавит форму, если её дополнительно не усилить. Для усиления целесообразно использовать гипсовые бинты. Необходимо нанести их на тыльную сторону формы и дать образоваться монолитной жесткой корке. Затем изготовление опалубки производится по той же схеме, что и в работе с более толстым пластиком.
|
Каталог товаров
Список всех товаров |
|
|
Расширенный поиск Расширенный поиск по характеристикам |
|
| Забыли пароль? | |
| Забыли имя пользователя? | |
| Еще нет учетной записи? Регистрация | |
|
|
|
| Показать корзину | |
|
Ваша корзина пуста.
|
Новости компании
Новые статьи для малого бизнеса
22.07.2010

Оборудование для производства тротуарной плитки универсально. Вы будете иметь возможность... Читать...
22.07.2010
Оборудование для производства тротуарной плитки универсально. Вы будете иметь возможность... Читать...
Таможенный союз: Россия, Казахстан, Белоруссия
07.07.2010

С 6 июля 2010 года между Россией, Казахстаном и Белоруссией... Читать...
07.07.2010
С 6 июля 2010 года между Россией, Казахстаном и Белоруссией... Читать...
Статьи для малого бизнеса
06.07.2010

"Малый бизнес. Вступление". Открывает цикл статей для малого бизнеса и ... Читать...
06.07.2010
"Малый бизнес. Вступление". Открывает цикл статей для малого бизнеса и ... Читать...


{kind=link}